ACCELERATING PLASTIC CIRCULARITY
The Plastic Recycling Problem
Humans have produced 8.3 BILLION TONS OF PLASTIC since largescale production began in the 1950s. Only about 30% of the plastic ever produced is still in use: the rest has been disposed of 3 ways.
The Self Powered Circular Recycling Plant
Inspired by the cycle of nature and a strong desire to find a solution that works, the Synova team worked on developing a technology that will turn the dream of a plastic circular economy into a reality.
Our Technology Platform
As the plastics industry struggles to move from a linear model to a circular one, Synova’s technology enables us to divert waste from landfills and close the loop on the plastic supply chain through a continual use of resources.
Opportunity
Synova has always been focused on commercializing technology to make the world a cleaner and more sustainable place for future generations.
Plastic is a Problem:
Humans have produced 8.3 BILLION TONS OF PLASTIC since large scale production began in the 1950s. Only about 30% of the plastic ever produced is still in use: the rest has been disposed of 3 ways:
That means we have disposed of 6.3 BILLION tons of plastic in approximately 60 years!
Approximately 40% of plastics produced every year are single use. Environmental experts have painted a bleak picture of our world in 2050 without radical change.
Plastic is a Problem:
Humans have produced 8.3 BILLION TONS OF PLASTIC since large scale production began in the 1950s. Only about 30% of the plastic ever produced is still in use: the rest has been disposed of 3 ways:
That means we have disposed of 6.3 BILLION tons of plastic in approximately 60 years!
Approximately 40% of plastics produced every year are single use. Environmental experts have painted a bleak picture of our world in 2050 without radical change.
The Self Powered Circular Recycling Plant
Evidenced by the Self Powered Circular Recycling Plant, our tested and proven technology provides a cost effective solution that radically transforms how the world approaches the recycling of plastic materials.
The Self – Powered Plastic Recycling Plant
Evidenced by the Self Powered Circular Recycling Plant, our tested and proven technology provides a cost effective solution that radically transforms how the world approaches the recycling of plastic materials.
Our Technology Platform
Synova’s technology enables a global transformation for our society.
Time for Transformation
Make plastics from plastic waste, instead of oil. By transitioning from a linear to a circular economy, waste is no longer a cost to society but instead something that has economic value.
As the plastics industry struggles to move from a linear model to a circular one, Synova’s technology enables us to divert waste from landfills and close the loop on the plastic supply chain through a continual use of resources.
Synova’s high value, carbon rich molecules are also an excellent feedstock for circular fuels (RNG/SNG), and power production.
Our Technology Platform
Synova’s technology enables a global transformation for our society.
Time for Transformation
Make plastics from plastic waste, instead of oil. By transitioning from a linear to a circular economy, waste is no longer a cost to society but instead something that has economic value.
As the plastics industry struggles to move from a linear model to a circular one, Synova’s technology enables us to divert waste from landfills and close the loop on the plastic supply chain through a continual use of resources.
Synova’s high value, carbon rich molecules are also an excellent feedstock for circular fuels (RNG/SNG), and power production.
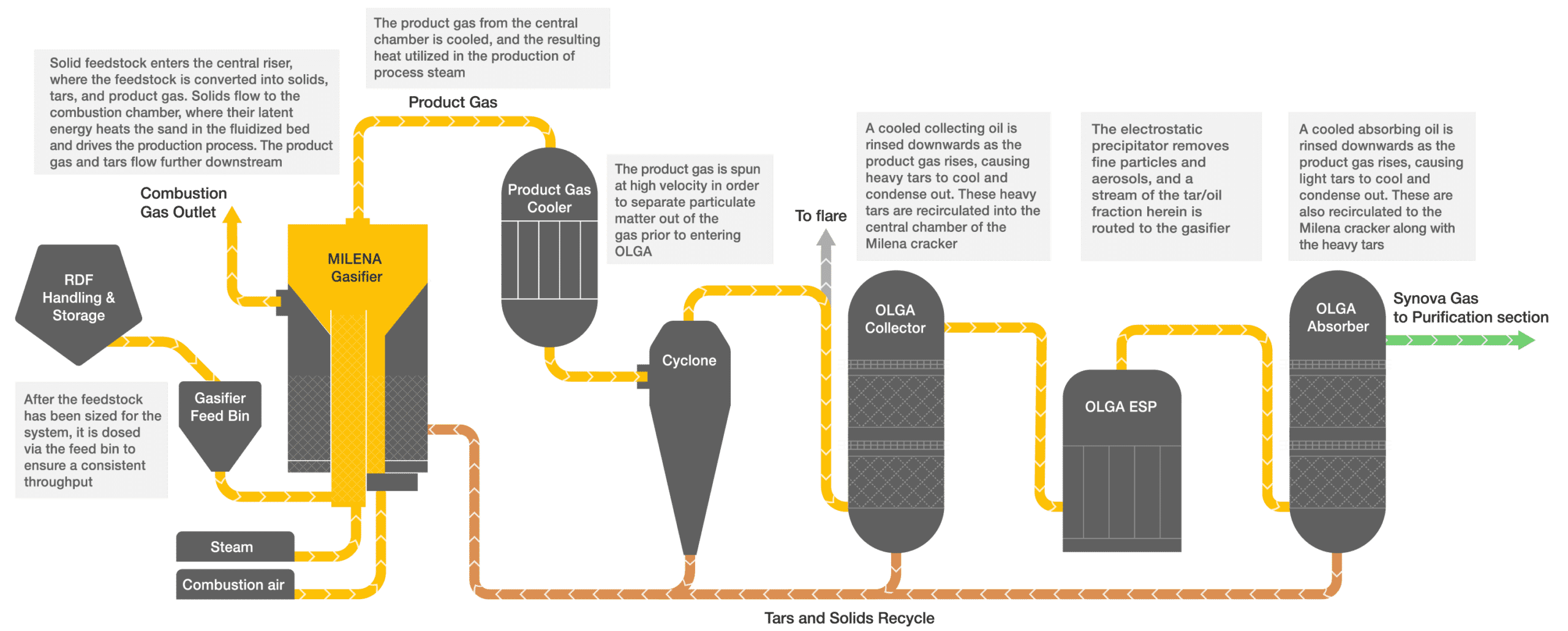
Our Process – How It Works
Climate change is a terrible problem and it absolutely needs to be solved.
– Bill Gates
Big Problems Require Bold Solutions
Solving the world’s biggest problem and creating a cleaner and more sustainable place for future generations has always been Synova’s primary focus.
MENU
GLOBAL OFFICES
The Netherlands: Scheldeweg 10 | 3144 ES Maassluis.
USA: 1620 26th Street Suite 1060N | Santa Monica, California 90404
Thailand: Level 20, Room No. 2002-3, Millennia Tower | 62 Langsuan Road, Lumpini, Pathumwan | Bangkok 10330 Thailand